





















Les tutos ESI : la création de Goroth lhomme-buffle (2ème partie)
Article Tutoriaux du Jeudi 28 Juin 2018
Textes, photos et créations : François-Xavier Huet
Bonjour à toutes et à tous ! Aujourdhui, je vais vous expliquer étape par étape le moulage et le tirage de mon personnage dhomme-buffle, Goroth. Il sagit dun moulage en deux parties et en stratifié. Comme je voulais obtenir un tirage en silicone de ma pièce, son moulage en résine en deux parties était la meilleure solution.
J'ai dabord passé deux couches de vernis brillant de la marque zapon spray pour la protéger la sculpture. Cest une bonne habitude à prendre.
Photo 1
Pour être sur de ne pas me tromper dans létablissement du plan de joint, j'ai tracé sa délimitation au marqueur.
Photo 2
Pour le construire, j'ai pris de la terre car c'est une matière très molle, facile à appliquer et à nettoyer.
Photo 3
Une fois le plan de joint établi, j'y ai inséré des clés en résine ; elles ont été coulées dans des boîtes d'ufs de cailles, puis poncées et lustrées.
Photo 4, 5
Avant de passer à la première couche de gel coat, j'ai passé deux couches de vernis zapon sur le plan de joint et deux couches de démoulant en spray de la marque soloplast sur toute la pièce à mouler ; y compris le plan de joint (surtout les clés et les yeux du monstre qui étaient en bois !!!) J'ai donc attaqué la stratification en appliquant les deux premières couches de gel coat. Ces couches sont primordiales pour capter tous les détails de la sculpture, dans notre jargon on appelle cela « la couche d'impression ». J'ai ainsi pesé 200g de gel pour la première couche et pour la seconde, 250g ( les deux catalysé à 2% au catalyseur MEC).
Remarque : Il faut toujours penser à mettre plus de résine sur le plan de joint car il sera soumis à dimportantes forces de levier lors du démoulage.
Photo 6
J'ai passé la seconde couche sur la précédente encore poisseuse, un peu collante. Ni trop frais, ni trop sec. On dit que le gel coat est amoureux (je tiens cette expression de Gilles). Ensuite j'ai passé 2 couches de verranne de 300g/m carré (trop épais, 150-200g/m carré suffiront). Pour la première, j'ai pesé 200g et la seconde 250g ; toujours catalysé à 3% au catalyseur MEC. Ensuite j'ai passé deux couches de fibre de verre de 450g/m carré. J'ai pesé 200g pour l'édification de la première et pour la seconde 200g (toujours à 3%). Comme précédemment j'ai appliqué la couche suivante quand c'était amoureux.
photo 7, 8, 9, 10
Pour accélérer la prise de la résine, j'ai chauffé la pièce à 25°C avec un chauffage. J'ai attaqué la deuxième partie du moulage et nettoyé le plan de joint. Une fois qu'il était nettoyé des clés en plastiline ont été insérées, pour faciliter le démoulage de la pièce.
Ce que je ne vous avais pas dit, c'est que lors de l'édification de la 1ere partie, mon plan de joint s'était cassé la figure à deux reprises à 30 minutes d'intervalle.... OOOuuiiii ; seulement, j'avais DEJA passé mon gel coat !!!! J'étais anéanti mais jai pu me débrouiller avec les moyens du bord et quelques astuces. Pour éviter ce problème en particulier, il a été préférable de coucher ma pièce sur le dos afin de pouvoir faire la stratification sans trop de problèmes. Avant de passer à la deuxième partie du moule, il a fallu IMPERATIVEMENT passer un agent démoulant sur le plan de joint, sinon la résine allait prendre sur elle même et adieu le moulage.... Ici, j'ai passé cinq couches de cire de démoulage et trois couches de démoulant spray. Sur l'arrière de la pièce j'ai passé une couche de démoulant en spray mais attention à ne pas boucher les détails.
photo 11
J'ai fait comme précédemment avec les deux couches de verranne.
photo 12
Et deux couches de fibre de verre.
photo 13
La stratification est terminée. Au final j'ai passé deux jours non stop à travailler ; de 8h30 à minuit... C'était exténuant.
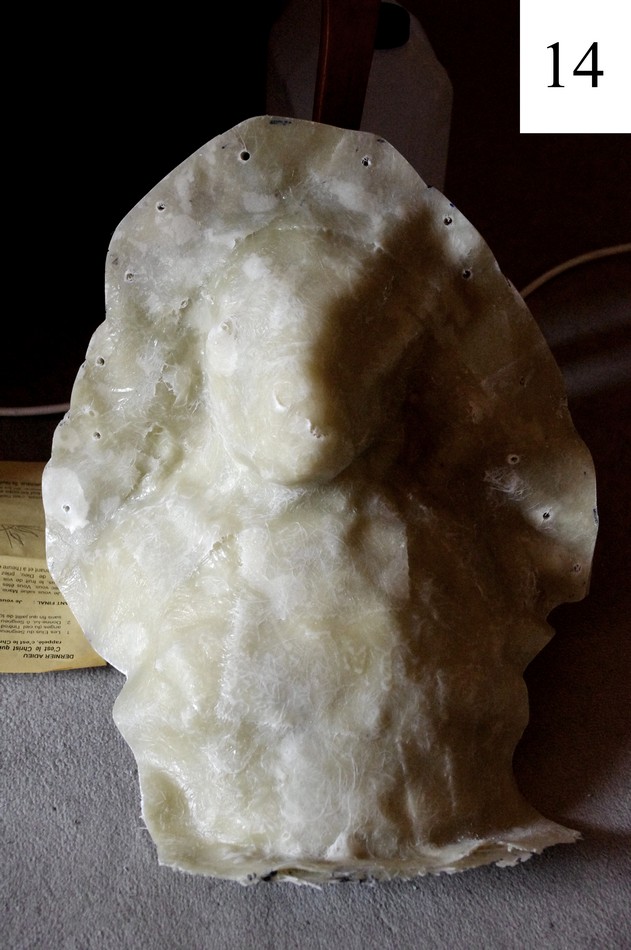
Le moule nettoyé et percé.
Photo 14, 15
Goroth démoulé :
photo 16, 17, 18
LETAPE DU MOULAGE ET DU TIRAGE DES CORNES
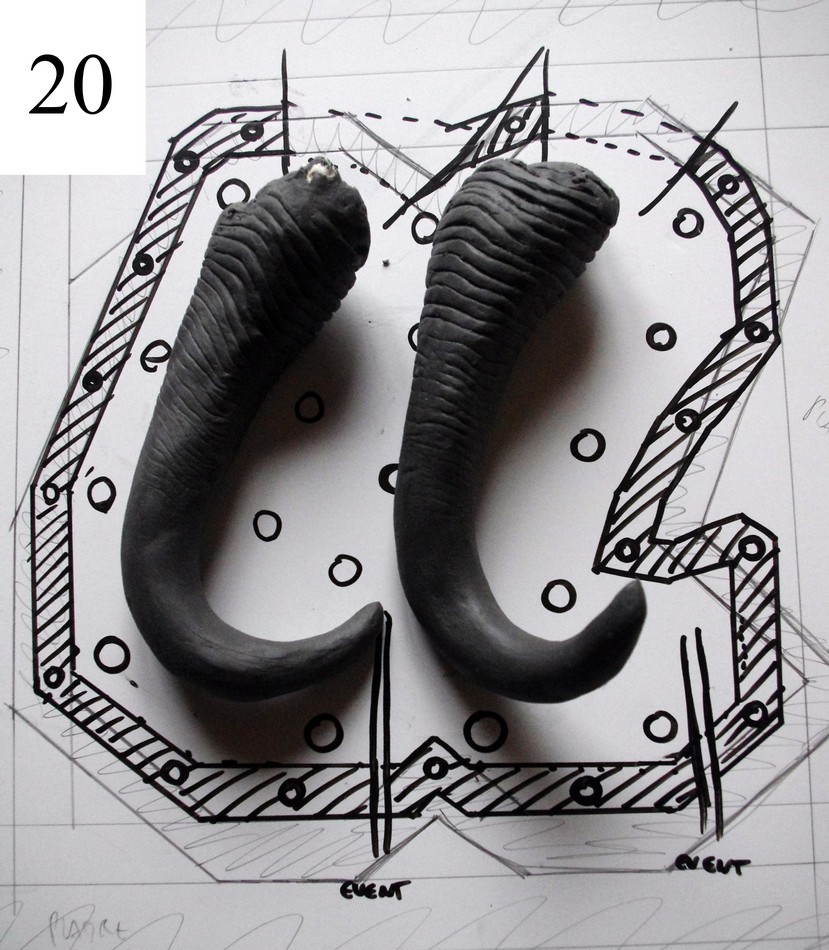
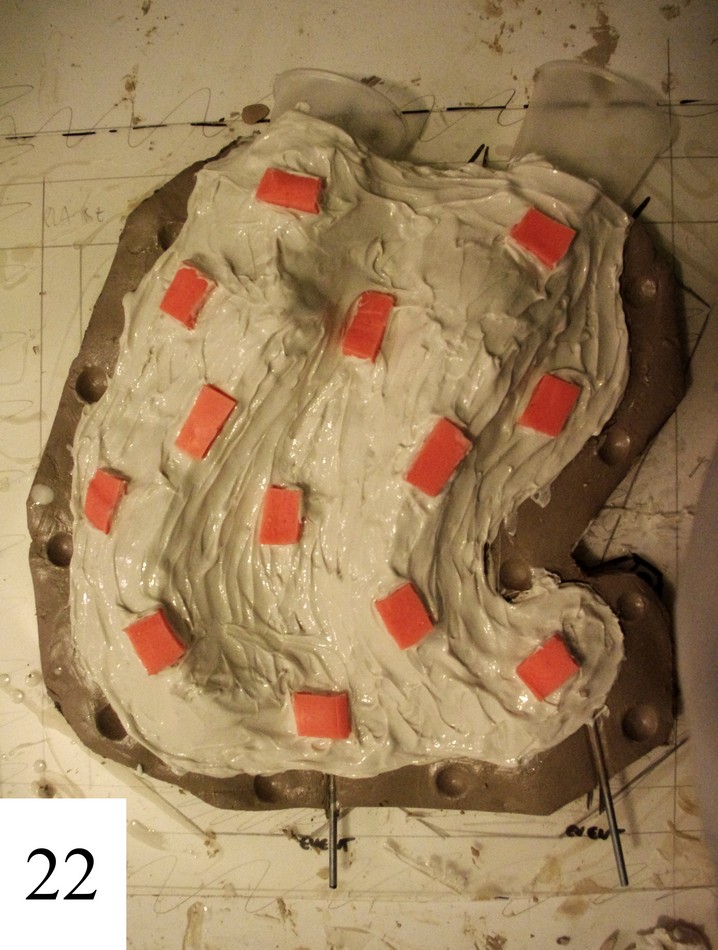
Après quelques questionnements et réflexions j'ai moulé les cornes en deux parties, en silicone avec une chape en résine. J'ai préparé quatre couches avec 80 grammes pour la première et la seconde, puis 160 pour la troisième et la quatrième bien thixo. Le silicone était dilué à raison de 10% d'huile de silicone. J'y ai placé des clés pour que la coque en résine s'emboite bien.
Photo 19, 20, 21, 22
J'ai choisi de faire ma chape en résine polyester plutôt qu'en bandes plâtrées. Comme c'était mon premier moulage utilisant des évents, j'ai fait des erreurs haha !! Ils étaient à l'envers (vers le bas....). Mais bon ce n'était pas trop grave dans ce cas-là. J'ai coulé les cornes une par une pour plus de sécurité. Ensuite, je me suis attaqué à la chape en résine de la deuxième partie du moule. Voici une photo montrant la première partie avec le plan de joint en terre enlevé. Je ne pouvais pas modifier le sens des évents car j'avais déjà attaqué la seconde partie du moule.
Photo 23
Voici les cornes tirées. Par manque de photos de la deuxième partie du moulage de mes cornes, je suis allé directement à l'essentiel : jai tiré mes cornes et elles étaient incroyablement légères !! 200g chacune. Donc j'ai rotomoulé 100g de résine 78AB teintée pour chaque partie (A et B) avec de la mousse expansée dure dedans.
Photo 24, 25
Rendez-vous vendredi prochain pour la dernière étape! Découvrez la suite de ce tuto très vite sur ESI ! Et ce nest pas du buffle euh, du bluff !